






机械密封安装使用说明
机械密封是精密的轴封部件,必须正确安装,正确使用,才能充分发挥机械密封的特长,实现密封功能,保证其安全可靠的运转。
1、安装前的准备
1)、安装机械密封前,必须保证相关设备、系统均已停用和处于非工作状态,并且已达到环境温度和常压,了解设备内的残液对人员的伤害程度,以便采取必要的安全措施,以保证机械密封安装过程中的人身安全。
2)、安装前将机封组件清洗干净.并且在轴表面上涂抹一些机油或黄油均可,防止安装时非金属元件(如橡胶O形圈)被损伤。 特别注意的是:乙丙材料的橡胶圈不能与油或脂接触,此时,推荐使用水或硅油进行清洗和润滑。
3)、与机械密封接触的零件表面粗糙度不大于Ra3.2, 密封圈通过的部位应有光滑的过渡倒角,轴肩倒角为3×10°或倒圆,端盖倒角为2~2.5×20°。
(如图)

4)、单级泵轴径向跳动不大于0.05mm、多级泵轴径向跳动不大于0.05-0.085mm。
5)、轴端跳动小于0.1mm.(如图1)
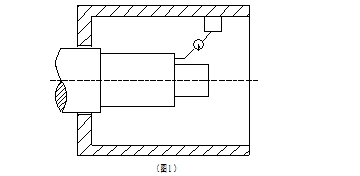
6)、密封腔止口端面与轴的垂直度小于0.1mm.(如图2)

7)、泵轴轴向串动量不大于±1mm.(特殊要求按实际设计)
2、安装顺序:
1)、在安装前,建议做以下检查: ①.检查机械密封轴套的长度、内径,也可与换下的旧机械密封的尺寸作比较,也可采用机械密封与轴试装方法检查轴套。 ②.检查密封腔和机械密封的配合尺寸以及螺钉连接尺寸。检查完毕相关的尺寸,准确无误以后再进行安装。
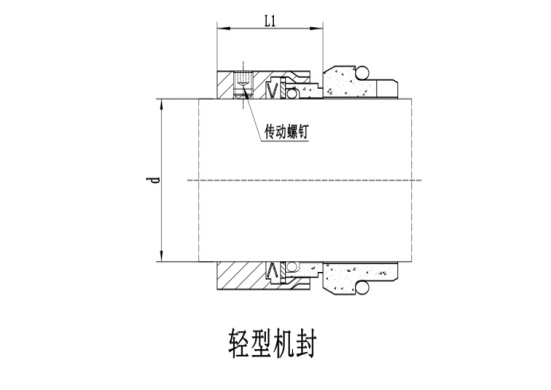
2)、对于散装式轻型机封,在安装时需确保机封工作长度尺寸符合设计要求(图示尺寸L1),不同型号规格机封工作长度尺寸请查阅公司样本对应型号规格。在确定工作长度后,把动组件传动螺钉紧固在泵轴相应位置上,然后把静环安装在压盖上,扣上压盖,拧紧压盖螺钉。
3)、对于剖装式机械密封,由于结构或安装位置等原因的限制无法集装为一体的密封,在安装时,需确保机封的轴向定位尺寸符合设计要求(图示尺寸L1),不同型号规格定位尺寸数值请查阅本机封包装箱内随机装配尺寸图和样本。在确定L1尺寸符合要求后安装相应部件,再安装其余部件,最后均匀锁紧压盖螺钉。

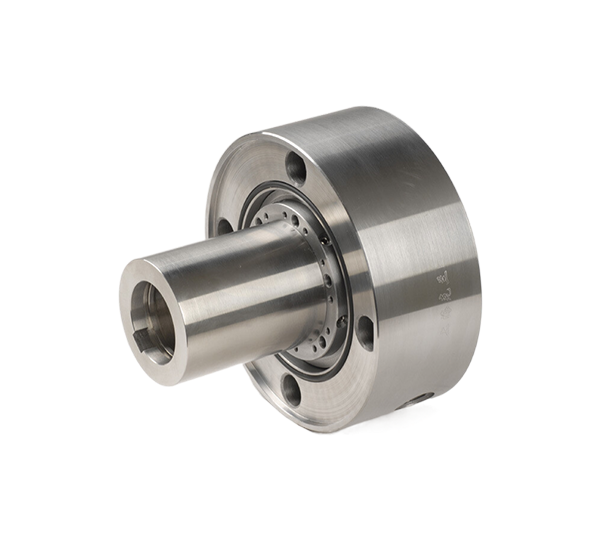
4)、对于集装式机械密封(图示),在出厂组装时已把机封所有零部件集装为一体,在安装时不需要再对机封做其他调整,把机封轴套直接套在泵轴上,锁紧压盖螺钉,紧固传动螺钉或锁紧机构螺钉,再拆除定位块或限位装置,安装完毕。

5)、在安装过程中必须小心仔细,不可用强力,不可敲击。在紧固压盖螺钉时,应每组螺钉均匀用力。安装完毕以后,需进行静压试验,机械密封如有泄漏,应拆卸查找原因,排除泄漏故障以后方可继续后续安装。
6)、在安装有旋向要求的机封时,必须确认主机轴的旋转方向同机封要求的方向相同,以确保机封安装后正常运行。
3、 运行:
泵起动前,先打开冲洗或冷却系统,确保该系统正常运行。然后进行安全检查,再盘车检查,盘动旋转轴无异后,启动运行。
4、 辅助设施的要求
1)、冷却水的压力不宜过大,一般情况不高于0.3MPa,能自然流动即可。
2)、高压冲洗水的压力应比密封腔的工作压力高0.1~0.2MPa,流量0.5L/S左右。
3)、对于有压双端面机械密封,封液压力应高于密封腔的工作压力0.1~0.2Mpa。
4)、每次待冲洗水或冷却水开启五分钟后,再启动设备。停止设备运行五分钟后再停冲洗水或冷却水。不允许在没有冲洗水或冷却水状态下运行或试车,以免干摩擦运行损坏机封。