





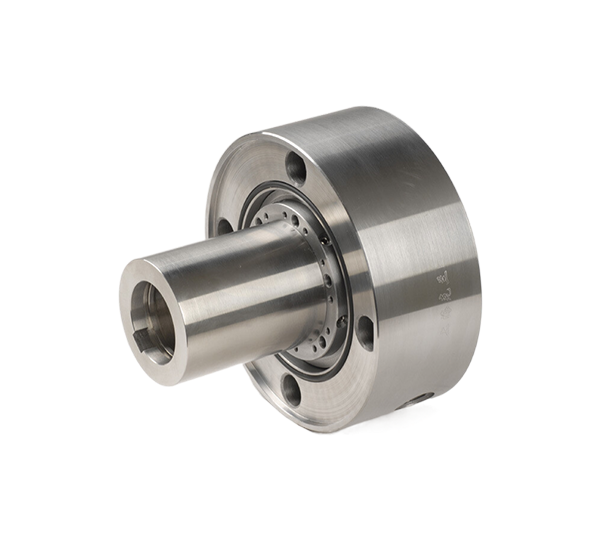

首先是利用运输中的“集装箱”概念,产生了集装机械密封。这种密封的旋转和静止部分在安装前预装成一整体,经检查和试压合格后套装在轴封箱内轴上,用紧定螺钉固定在轴上,上紧压盖螺栓,拆除集装定位片,机械密封就可以处于平行面工作状态,投入运转。

这样不仅容易装配而且保证装配质量。焊接金属波纹管机械密封均做成集装机械密封,就具有上述优点。
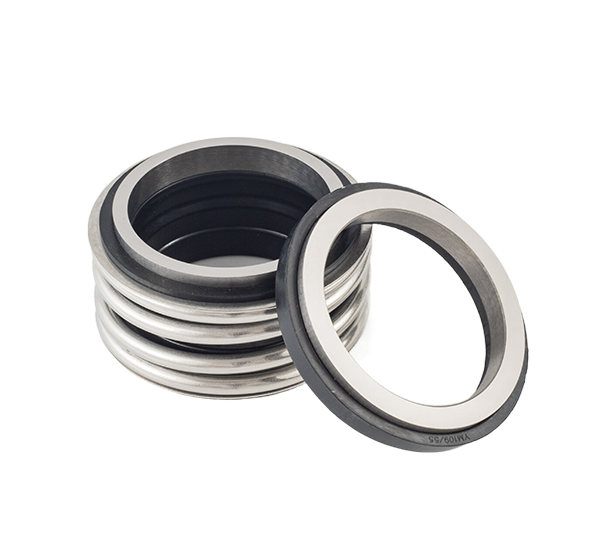
卡式密封也是一种集装式机械密封。这种密封的静环、动环、轴套与压盖和辅助密封在安装前用一轴套都集装在一起,便于检查装配质量。检查合格后只要把紧密封盖、固紧螺钉即可。这样事先组装、检查和试验的密封组件,容易保证安装和装配质量。这种集装机械密封具有下列特点:
(1)安装时无需测量密封工作长度;
(2)轴可以随时调整;
(3)不会发生启动时泄漏问题,因为密封件已预先测试过;
(4)安装时只需套装把紧密封盖螺栓,装配质量容易保证;
(5)在安装或起动以前保护密封面不受杂物污染或因操作失误而损坏;
(6)机器设备热膨胀后可以重调;
(7)利用配合可以自定中心;
(8)容易取出密封件清洗和检查,而无需拆卸机泵设备。API682标准中推荐了所有机械密封采用集装式机械密封。
集装机械密封的安装过程:
1、 确认设备介质的工作参数是否与所装密封的技术参数符合。润滑轴与O形圈并将机封套在轴上。
2、用清洁的润滑油涂抹机封上的O形圈, 以及轴上O形圈通过处, 通过推动锁紧环实现机封在轴上滑入。
3、对称均匀拧紧集装式机械密封的压盖, 务必确认已拧紧。
4、均匀拧紧机封固定环上的内六角锁紧螺钉,直至紧固。
5、拆去三个定位块并保存好。
6、沿轴转动方向转动轴, 确定机封运转是否轻松平稳, 并听听机封、密封腔内有无异响, 如有需拆卸机封, 重新安装。
7、在设备启动前, 采取一切必要的预防措施,防止集装机械密封在密封运转时发生干摩擦。